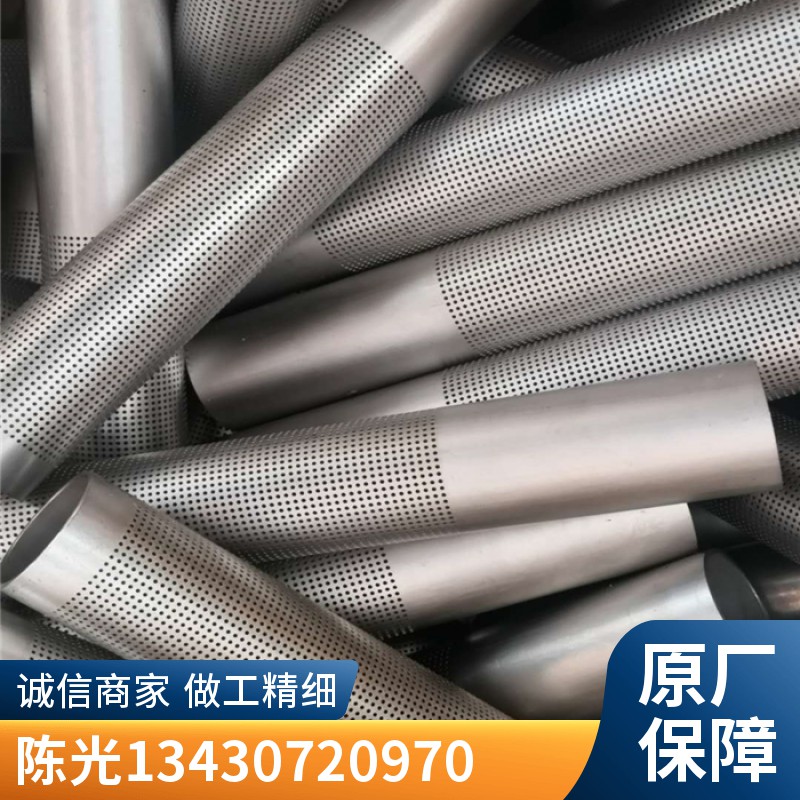
宁波喷火管激光打孔|金华316材料喷火管打孔加工|灶具喷火孔加工
价格: 电议 元卖家: 陈光
咨询: 
供货商:深圳市云鼎激光科技有限公司电 话:13316430680
传 真:13316430680
邮 箱:1185940817@QQ.com
地 址: 广东省东莞市谢岗镇谢曹东路31号50米
- 产品特性
宁波喷火管激光打孔|金华316材料喷火管打孔加工|灶具喷火孔加工宁波喷火管激光打孔|金华316材料喷火管打孔加工|灶具喷火孔加工宁波喷火管激光打孔|金华316材料喷火管打孔加工|灶具喷火孔加工宁波喷火管激光打孔|金华316材料喷火管打孔加工|灶具喷火孔加工宁波喷火管激光打孔|金华316材料喷火管打孔加工|灶具喷火孔加工宁波喷火管激光打孔|金华316材料喷火管打孔加工|灶具喷火孔加工宁波喷火管激光打孔|金华316材料喷火管打孔加工|灶具喷火孔加工



激光冲孔机主要进行金属非接触打孔;
最小孔径可达到0.01mm,适合普通金属及合金(铁、铜、铝、镁、锌等所有金属),稀有金属及合金(金、银、钛)等材料的打孔。
激光打孔可在材料上应用。
激光打孔的优势:
1.非接触式工艺:激光钻孔是一种非接触式工艺,因此了钻孔振动对材料造成的损伤。
2.无切屑:当工件暴露于激光下时,制成工件的材料将熔化。同时,熔化的材料将蒸发到周围的环境中。这意味着激光钻孔不会像其他钻孔过程那样产生切屑。
3.控制:我们可以控制激光束的光束强度、热量输出和持续时间。这有助于创建不同的孔形状并提供高精度。
4.高纵横比:电路板上钻孔的最重要参数之一是纵横比。它是钻孔深度与孔直径之比。由于激光可以创建直径非常小的孔,因此它们提供了高纵横比。典型的微孔具有 0.75:1 的纵横比。
5.多任务处理:用于钻孔的激光机也可用于其他制造工艺,如焊接、切割等
激光打孔参数应用:
由于激光具有高能量,高聚焦等特性,激光打孔加工技术广泛应用于众多工业加工工艺中,使得硬度大、熔点高的材料越来越多容易加工。例如,在高熔点金属钼板上加工微米量级孔径;在硬质碳化钨上加工几十微米的小孔;在红、蓝宝石上加工几百微米的深孔以及金刚石拉丝模具、化学纤维的喷丝头等。利用激光在整个在空间和时间上高度集中的特点,经而易举地可将光斑直径缩小到微米级,从而获得100~1000W/cm2的激光功率密度。如此高的功率密度几乎可以在任何材料实行激光打孔。 通常激光打孔机由五大部分组成:固体激光器、电气系统、光学系统,投影系统和三坐标移动工作台。五个组成部分相互配合从而完成打孔任务。
固体激光器主要负责产生激光光源,电气系统主要负责对激光器供给能量的电源和控制激光输出方式(脉冲式或连续式等),而光学系统的功能则是将激光束地聚焦到工件的加工部位上。为此,它至少含有激光聚焦装置和观察瞄准装置两个部分。投影系统用来显示工件背面情况。工作台则由人工控制或采用数控装置控制,在三坐标方向移动,方便又准确地调整工件位置。工作台上加工区的台面一般用玻璃制成,因为不透光的金属台面会给检测带来不便,而且台面会在工件被打穿后遭受破坏。工作台上方的聚焦物镜下设有吸、吹气装置,以保持工作表面和聚焦物镜的清洁。
,,,,,,
高能量激光束打孔不受材料的硬度、刚性、强度和脆性等机械性能限制,它既适于金属材料,也适于一般难以加工的非金属材料,如红宝石、蓝宝石、陶瓷、人造金刚石金刚石等。由于难加工材料大都具有高强度、高硬度、低热导率、加工易硬化、化学亲和力强等性质,因此在切削加工中阻力大、温度高、工具寿命短,表面粗糙度差、倾斜面上打孔等因素使打孔的难度更大。而用激光在这些难加工材料上打孔,以上问题将得到解决。